

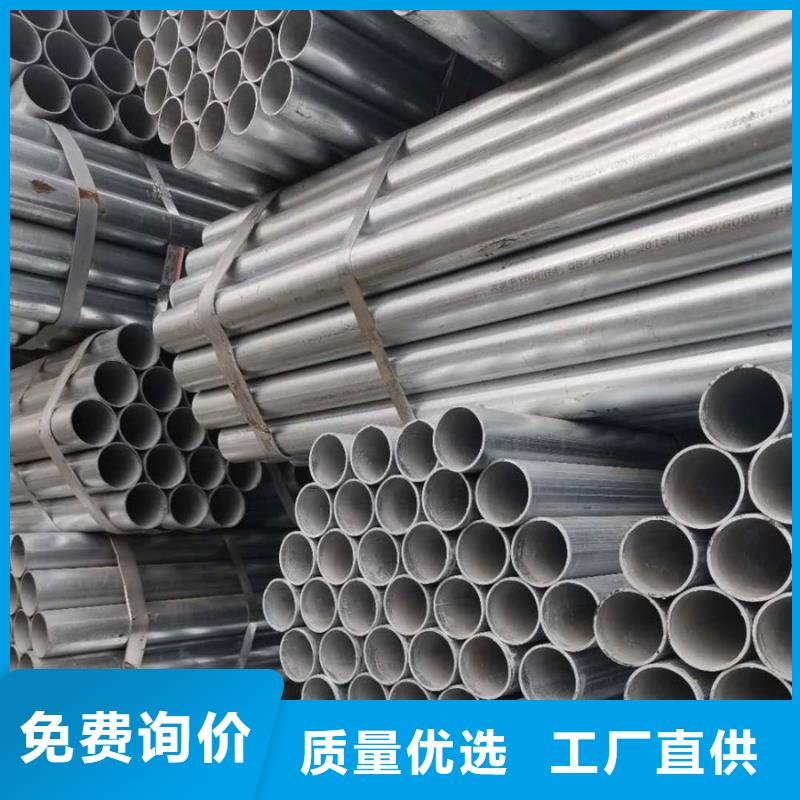
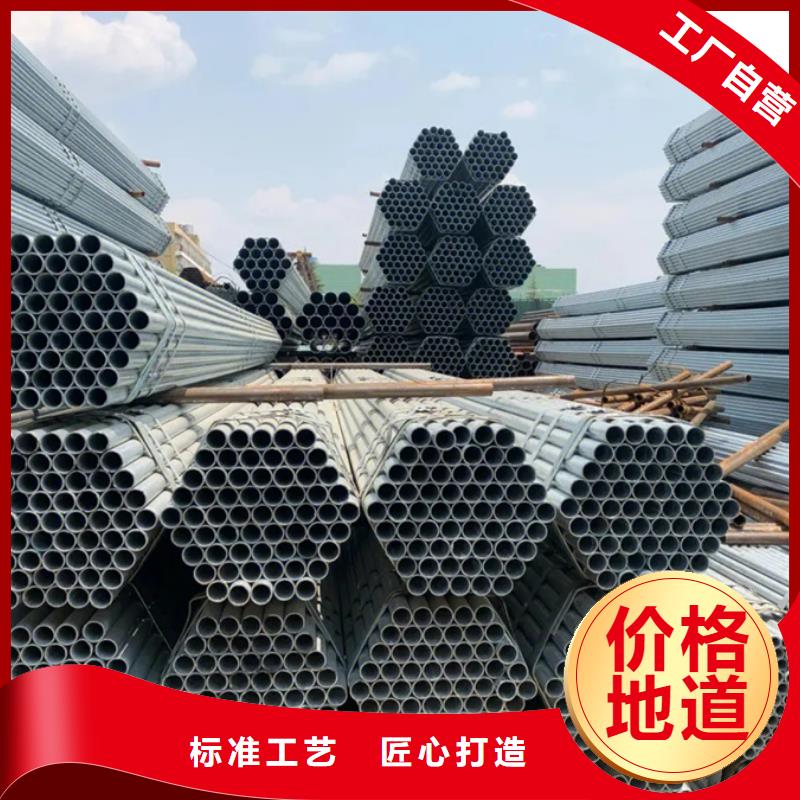
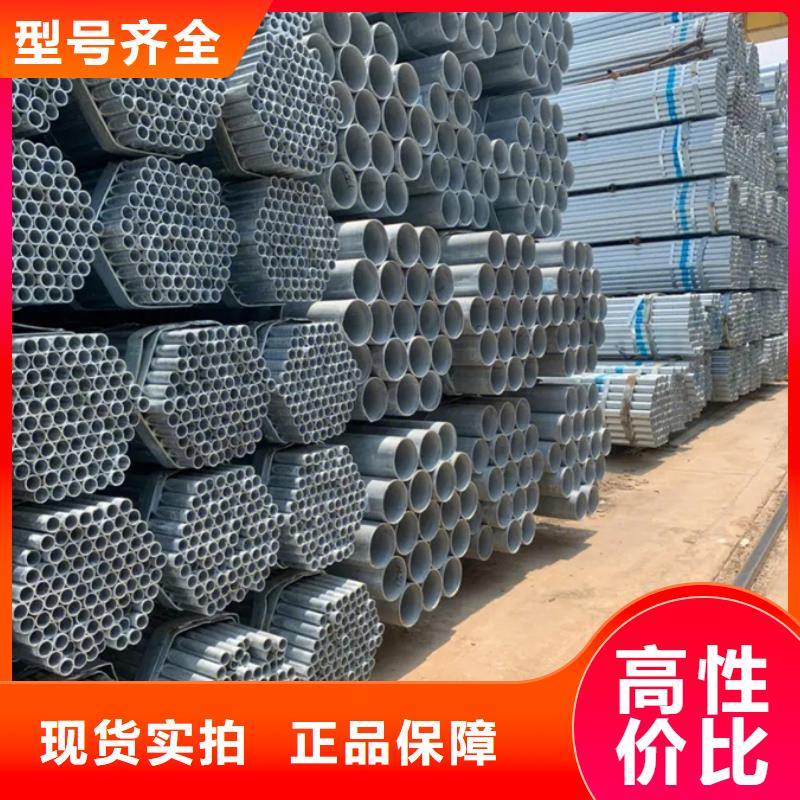
陕西省铜川镀锌管生产厂家工厂直销16675 <铜川>神悦钢材有限公司
铜川镀锌管件调质后,视角仍然偏高,二次淬火测量需要提高20~50℃。否则,视角将难以上升。铜川镀锌方管件经过超低温淬火后,简单的设计已经被油冻住了,而且很容易被水冻住。方法是避免反映其三种淬火延展性。对于淬火和快速冷却后的工件,在不需要时应进行去应力处理。 反映调质工件的质量,操作人员的水平是关键因素,调质前的设备、材料、生产加工等多方面原因。 我们认为,工件从热处理炉迁移到冷冻罐正在进行快速湍流,工件进水量的测量已经下降到Ar3零边界点以下,导致产生所有人员,工件丢失 热处理结构不完整,满足无视角要求。由于整个机械冰冻液的独特开发,各大手游大作都会以冷时为主。装炉工件数量要合理,以1~2层为宜。工件的重叠会导致加热不均匀,导致视角不均匀。工件应放置在离水一定距离的位置,工件应靠近水汽膜进行分解,导致工件的面对面视角降低。


铜川热镀锌管焊接内开口时, 层至第三层必须小规格操作,因为其焊接是影响焊接变形的首要原因。 焊接一到三层后,清洁反面。 应用碳弧气刨去除根部后,需要对焊缝进行机械设备打磨抛光,梳理焊缝表面进行渗氮处理,露出金属织构,防止表面碳化乐观而产生裂纹 . 外口要焊一次,内口会有一些余料。焊接第二层镀锌无缝管时,焊接方向应与 层相反,以此类推。 华尔钢热镀锌钢管每层焊接接头应间隔15-20mm。焊接镀锌无缝管时,两名焊工的焊接电流、焊接速度和焊接叠数应保持一致。 焊接时,焊接应从起弧板开始,在起弧结束板上结束。焊接后切断并打磨和抛光清洁。 焊后热处理:热处理工艺应在焊缝焊好后12小时内进行。 如果不能立即进行热处理工艺,应采用保温、缓冷等方法。 调质处理完毕后,应使用两个热电阻测温,将热电阻焊在焊缝的两侧。
华尔钢镀锌管由拉伸试片制成的无缝管,将试片的拉伸试验机拉到骨折处,再进行精确测量,一般只有抗拉强度、屈服强度、抗拉强度和横向表面的物理性能或质量 收缩。 拉伸试验是金属复合材料的一种实验方法。 基本上,所有金属复合材料只需要必要的物理性能,并被赋予拉伸实验的基本机械设备特性。 尤其是这些难成型原材料的强度试验和拉伸试验是检测物理性能的 方法。 铜川镀锌方管强度测试是根据需要的标准刚度拉伸硬度测试仪慢慢压入试件表层,然后检测压印深度或大小来确定原材料的强度。 强度测试很简单,可以测试原材料的物理性能。 对于非破坏性硬度标尺,强度和抗拉强度值是相近的中间水平。 可以将原材料的强度值换算成抗拉强度,具有非常重要的现实意义。 镀锌方管是一种更好的不锈钢板,仅限于无缝管。 在很多地方比较常见,所以需要对厂家进行强化检查和技术综合开发设计。 在这种情况下,使用镀锌方管可以说是趋于完美的发展趋势!